Manufacturing site
Solé Pharma® represents the precision and meticulous care that is invested in developing unique formulas, ensuring they meet the highest standards of quality and efficacy. Our pharmaceutical manufacturing site is a state-of-the-art facility where innovation meets precision to produce high-quality products.
Every step of our manufacturing process is meticulously designed to ensure safety, efficacy, and reliability of our products. From sourcing the first-class raw materials to employing advanced technology and precise quality control measures, we are committed to maintaining the highest industry standards.
Our dedicated team of experts works to optimize production, ensuring that each batch meets strict regulatory requirements and exceeds partner's expectations. This commitment to excellence in manufacturing allows us to deliver reliable and effective solutions that enhance the health of people worldwide and bring business to a new level.
GMP certified
Our manufacturing site works accoding to GMP (Good Manufacturing Practice) excellence, ensuring that every product meets the highest quality and safety standards. It reflects our commitment to strict regulatory compliance, from sourcing materials to final production.
We guarantee that our processes are controlled, delivering safe, effective, and reliable pharmaceutical products that meet global industry standards.
ISO certified
Our manufacturing site holds ISO certification, reflecting our dedication to achieving the highest levels of quality, safety, and operational efficiency. ISO certification is a formal recognition that a company or organization meets the international standards set by the International Organization for Standardization.
This standard guarantees that our manufacturing processes align with globally recognised standards for consistency, sustainability, and excellence.
EU certified
Our manufacturing site is EU-certified, ensuring that we meet the strict regulatory standards set by the European Union for pharmaceutical production. This certification guarantees that our facility runs with the highest levels of quality, safety, and compliance, from sourcing raw materials to delivering the final product.
We ensure that our production is reliable, effective, and meets the needs of patients and healthcare providers across Europe and beyond.

Production
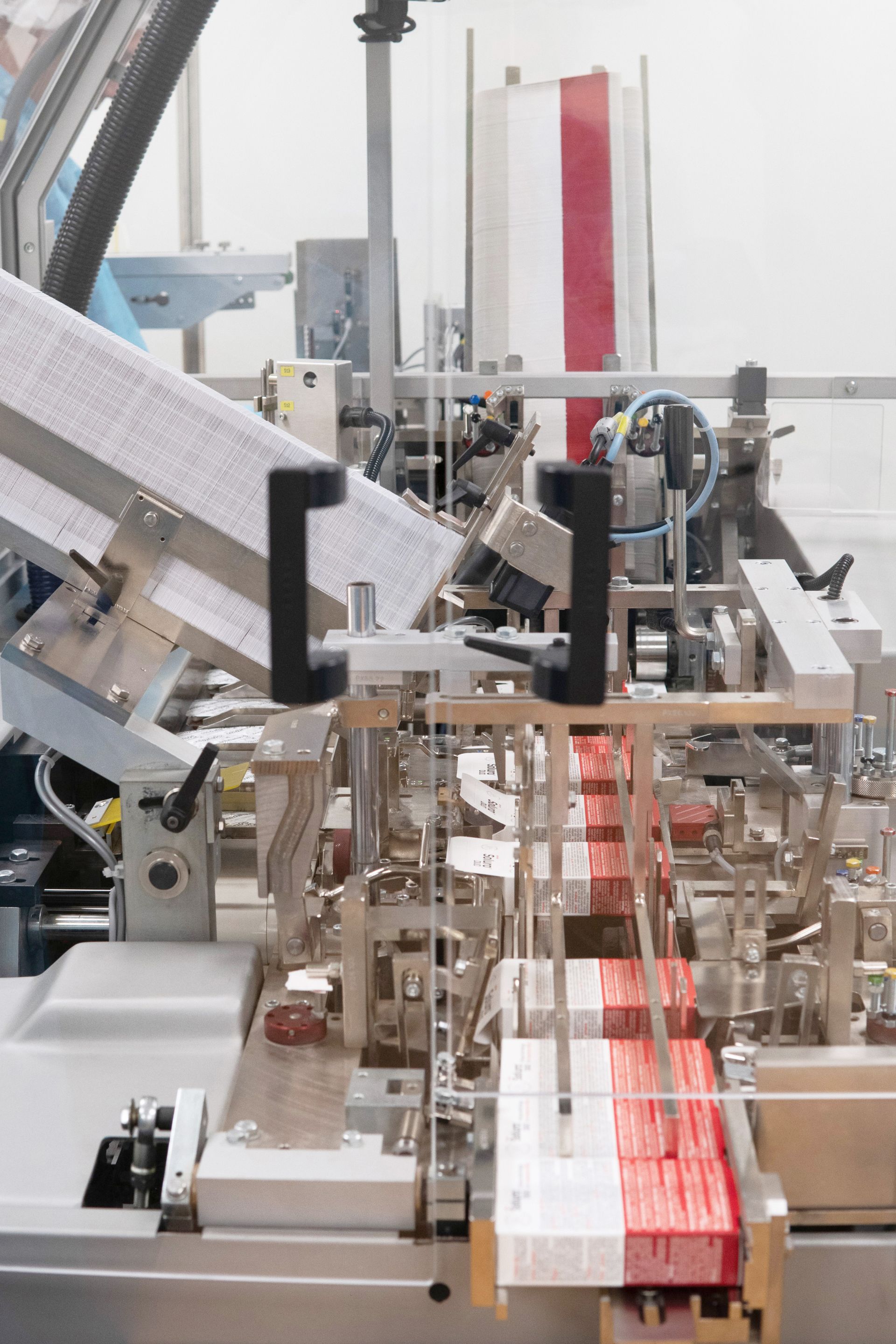
Production
11500 m2 production area
Our manufacturing site is a cutting-edge facility designed to deliver the highest quality products through precise processes and advanced technology. Every step of our production is strictly controlled to ensure precision, safety, and efficiency at every stage, from raw material selection to final product delivering. We bond to strict international standards, including GMP and ISO certifications, to guarantee that our manufacturing processes meet regulatory requirements and industry benchmarks. Our team of skilled professionals is dedicated to optimizing production and ensuring that each product is high qualityi, safe and effective.
Warehouse

Warehouse
740 m2 warehouse
Our warehouse and logistics ensure the safe and efficient storage and distribution of our products. Equipped with the latest control systems and real-time inventory tracking, our warehouse meets the highest standards for handling pharmaceutical materials. We prioritize timely and accurate delivery, working closely with trusted logistics partners to ensure our products reach partners around the world in perfect condition. With a focus on precision and excellence, our logistics team ensures that every step of the process bonds to global regulatory requirements and industry best practices.
Capacity

Capacity
30,000 units per day
At our pharmaceutical manufacturing site, we have significantly increased the production capacity to meet growing global demand for high-quality products. Our state-of-the-art facility produces a wide range of products like liquid forms - sprays, balsams, syrups and sachets, capsules. Through continuous investment in advanced technology and process optimization, we have expanded our production while maintaining strict quality control standards. This increased production capacity allows us to efficiently scale up to meet the needs of our trusted partners and healthcare providers worldwide, ensuring timely delivery of safe and effective solutions.